

WPC Decking Extrusion Line өндірісінің жылдамдығын қалай жақсартуға болады?
WPC палубасы экструзия желілері үшін өндіріс жылдамдығын оңтайландыру: кешенді нұсқаулық
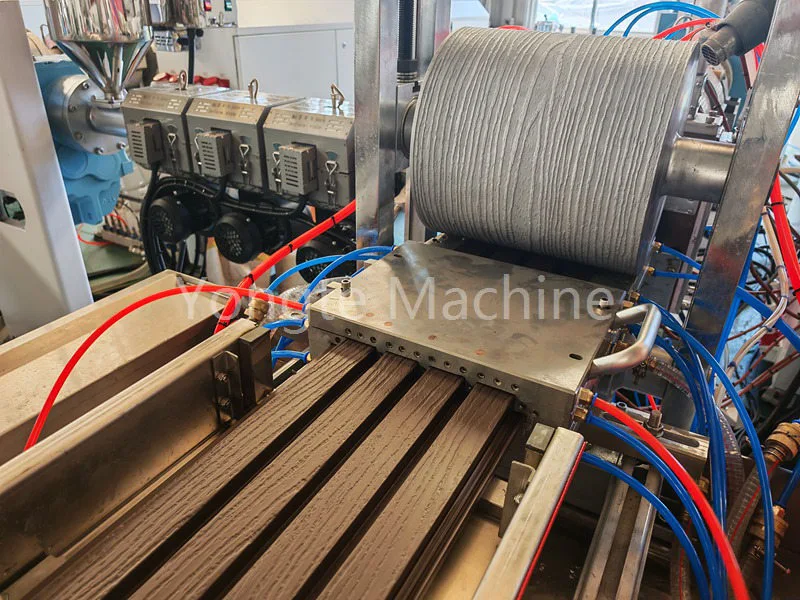
Yongte - жоғары жылдамдықты кәсіби өндірушіWPC палубасы экструзия желісі жоғары сапалы WPC палубасы өнімдерін жасау үшін жоғары сыйымдылығы бар. Өндіріс жылдамдығын арттыру үшінWPC палубасы экструзия желісіs, негізгі стратегия бір-бірімен байланысты бес мақсатқа бағытталған: пластмассаландыру тиімділігін тұрақтандыру, материалға төзімділікті азайту, жылдам салқындату мүмкіндігін беру, толық желілік синхрондауды қамтамасыз ету және тоқтап қалу уақытын қысқарту — барлығы қатаң өнім сапасы стандарттарын сақтай отырып.

I. Дайындау және шикізатты алдын ала өңдеу (тегіс экструзия үшін негіз)
1. Ағындылық пен термиялық тұрақтылықты арттыру үшін формуланы оңтайландырыңыз
· Үйлесімділік агенті/байланыстырғыш: Ағаш ұнтағы-пластик адгезиясын жақсарту үшін жеткілікті малеин ангидридімен егілген PE/PP (мысалы, MAH-g-PE) қосыңыз, осылайша агломерация мен балқыманың сынуын азайтады.
· Майлау жүйесі:
o Ішкі майлау материалдары (мысалы, стеарин қышқылы, PE балауызы) балқыманың тұтқырлығын төмендетеді, осылайша бұранданың ығысу қызуын және негізгі блок жүктемесін азайтады.
o Сыртқы майлағыштар (мысалы, парафин, тотыққан полиэтилен балауызы): Материалдың цилиндрге/қалыпқа үйкелісін азайтады және экструзия қысымын төмендетеді.
o Стратификация мен бет ақауларын тудыруы мүмкін шамадан тыс сыртқы сырғуды болдырмау үшін жалпы қосу сомасын 1%–3% шегінде бақылау керек.
· Толтыру және ағаш ұнтағы: Ағаш ұнтағының ылғалдылығын ≤3%, бөлшектердің біркелкі өлшемімен (80–120 тор) бақылау керек; майдың сіңуін азайту және тұтқырлықтың жоғарылауын азайту үшін белсендірілген кальций карбонатын таңдау керек.
2. Араластыру және алдын ала пластификациялау (алдыңғы жағындағы кедергі)
· Жоғары жылдамдықты ыстық араластыру салқын араластырумен біріктіріліп, өлі аймақтарсыз біркелкі араластыруды қамтамасыз етеді, жергілікті «өлі материалды» немесе агломерацияны болдырмайды.
· Мүмкін болған жағдайда ұнтақталған материалдарды түйіршіктерге балқыту үшін алдын ала ұнтақтау процесін қосуға болады, бұл тұрақтырақ беруді, пластификацияны жылдамдатуды және желі жылдамдығын 20%-30%-ға арттыруды қамтамасыз етеді.

II. Экструдер хосты және бұрандасы (негізгі қуат блогы)
1. Бұрандалар мен бөшкелерді оңтайландыру
· Жоғары пропорция (L/D=40–48) және жоғары айналу моменті параллельді қос бұрандалар кесу және араластыру өнімділігін арттыру үшін таңдалады, бұл оларды жоғары толтырылатын WPC формулаларына қолайлы етеді.
· Бұранда комбинациясы: тасымалдау бөлігінің көлемін ұлғайту, араластыру блогының / кесу блогының орналасуын оңтайландыру, ығысу қызуын азайту және пластификаттау жағдайында тасымалдау тиімділігін арттыру.
· Зең бөшкесін жылыту: локализацияланған қызып кетудің немесе жеткіліксіз пластиктенудің алдын алу үшін температура ауытқулары ≤±1℃ болатын аймақтық дәлдіктегі температура бақылауын (PID) пайдаланады.
2. Жылдамдық пен жүктемені сәйкестендіру (жылдамдаудың кілті)
· Мотор жылдамдығы: номиналды моменттің 70%-90%-ын және тұрақты токты сақтай отырып, жылдамдықты біртіндеп арттырыңыз (PE/PP жүйелері 150-250 айн/мин жетуі мүмкін).
· Тамақтандыруды синхрондау: «бос айналуды» немесе шамадан тыс жүктемені болдырмайтын бұрандалы саңылауларды толтыру жылдамдығын 70%–90% қамтамасыз ету үшін негізгі машинаның айналу жылдамдығымен жабық циклмен байланыстырылған салмақ жоғалту фидер пайдаланылады.
· Вакуум жүйесі: тұрақты жоғары вакуумды (-0,08-ден-0,09 МПа) сақтайды, су буы мен ұшпа компоненттерді тез жояды, көпіршіктерді азайтады, бет сапасын жақсартады және өңдеу жылдамдығын арттырады.

III. Қалып және баптау (ең жоғары сызықтық жылдамдықты анықтау)
1. Қалып дизайны және ағын арналарын оңтайландыру
· CFD модельдеуімен оңтайландырылған ілгіш түрі мен балық құйрығы түрінің басы біркелкі ағын арнасына және қысымның біркелкі таралуына ие, бұл материалдың жабысуын және жергілікті қызып кетуді болдырмайды.
· Матрицаның саңылауы орынды, ал қысу коэффициенті қалыпты (3-5:1), бұл экструзия қысымы мен балқымаға төзімділікті төмендетеді.
· Қалыпты қыздыру: аймақтық температураны бақылау және жеткілікті қыздыру қуаты арқылы қалып қуысындағы балқыманың температурасы біркелкі және сұйықтығы біркелкі болуы қамтамасыз етіледі.
2. Калибрлеу жүйесі (жылдамдықты жақсарту үшін негізгі кедергі)
· Ұзартылған орнату кестесі (әдетте 8–12 м) салқындату аймағын және байланыс уақытын арттырады.
· салқындату сұйықтығы өтуі:
o Жоғары ағынды, төмен температуралы айналмалы су (15–25°C) жылуды жылдам тарату және қату уақытын қысқарту үшін қолданылады.
o Қалыпта көп нүктелі бүрку және вакуумды адсорбция профильдің қалыпқа тез жабысуын қамтамасыз етеді, өлшем тұрақтылығын сақтайды және деформацияның алдын алады.
· Вакуум тұрақтылығы: тартқыш жылдамдығын айтарлықтай арттыра отырып, біркелкі салқындату арқылы профильдің қалыптау қалыпында толығымен адсорбциялануын қамтамасыз етеді.
IV. Тартқыш, салқындату және артқы бөлім (бүкіл желі бойынша синхронды)
1. Тарту жүйесі
· Көп орамды, жоғары үйкелісті тартқыш машина тұйық циклдегі (PID) негізгі машина жылдамдығымен синхрондалады, жылдамдықтың сызықтық ауытқуы ≤±0,1м/мин.
· Тарту жылдамдығы экструзия жылдамдығына сәйкес: пішінді салқындату мүмкіндігін беру негізінде «жоғары жылдамдықты экструзия + жоғары жылдамдықты тартуға» қол жеткізу үшін тартқышты біртіндеп арттырыңыз.
2. Салқындату жүйесі (екінші салқындату)
· Пішімдеу үстелінен шыққаннан кейін профильдердің кейіннен деформациялануын немесе нашар кесілуін болдырмас үшін бөлме температурасына жылдам салқындауын қамтамасыз ету үшін бүрку салқындатқыш су ыдысын (5–10 м) ұзартыңыз.
· Қосалқы салқындату желдеткіші: салқындату тиімділігін арттыру үшін үстіңгі мәжбүрлі ауаны салқындату.
3. Кесу және паллеттеу (тоқырау уақытын қысқарту)
· Өндіріс тоқтаусыз үздіксіз жүреді.
· Қатығулар мен қалдықтарды азайту үшін кесу параметрлерін оңтайландырыңыз және құралды өзгерту мен тазалау жиілігін азайтыңыз.
· Автоматты паллеттеу / қабаттау: қолмен араласуды азайтады және өндіріс тиімділігін арттырады.

V. Процесті басқару және интеллект (тұрақталған жеделдету)
· Температура қисығын оңтайландыру:
o Бөшке: беру бөліміндегі төмен температура (көпірге қарсы) → пластификаттау бөлімінде бірте-бірте қыздыру → гомогенизация бөліміндегі тұрақты температура → штамп басындағы сәл жоғары (аққыштықты сақтау үшін).
o Пластиканың жеткіліксіздігі мен қысымның жоғарылауына жол бермеу үшін "алдыңғы жағы төмен, артқы жағы жоғары" үлгісінен аулақ болыңыз.
· Қысым бақылауы:
Қалып басының қысымын қолайлы диапазонда ұстаңыз (мысалы, 10–18 МПа). Егер қысымның айтарлықтай ауытқуы орын алса, жылдамдықты азайтыңыз немесе формуланы/қалыпты қарап шығыңыз.
· Біріктірілген жүйені басқару:
PLC бір рет түрту арқылы іске қосу/тоқтату және нақты уақытта параметрлерді реттеу арқылы хост, азықтандыру, вакуум, тарту, салқындату және кесу сияқты барлық компоненттерді басқарады.
· Онлайн тексеру:
лазерлік диаметрді өлшеу, қалыңдық/кеңдік туралы нақты уақыттағы кері байланыс, тартуды/температураны автоматты түрде дәл баптау, түзетулер үшін сынықтар мен тоқтау уақытын азайту.

Түйіндеме
Кешенді оңтайландыруға қол жеткізу үшін жақсартулар бірнеше маңызды салаларды қамтуы керек: формула мен шикізатты алдын ала өңдеу, экструзияның негізгі машинасы мен бұранда конфигурациясы, қалыптарды жобалау және пішіндеу жүйелері, тартымды салқындату және төменгі ағын процестері, сондай-ақ процесті басқару және интеллектуалды басқару жүйелері. Біріншіден, дәл араластыру және алдын ала пластиктенумен үйлескенде, сұйықты және термиялық тұрақтылықты арттыру үшін материал формуласын оңтайландыру тегіс экструзияның негізгі негізін құрайды. Екіншіден, жылдамдықтың оңтайлы сәйкестігін қамтамасыз ете отырып, бұрандалы бөшкелерді жаңарту жылдамдықты арттырудың негізгі драйвері ретінде қызмет етеді. Үшіншіден, күрделі қалып дизайны, ағын арнасын оңтайландыру және вакуумды пішіндеу кестесін жақсартулар желі жылдамдығын арттыру үшін маңызды мүмкіндіктер ретінде әрекет етеді. Оған қоса, тартылыс жүйелерін, салқындату желілерін және автоматтандырылған кесу/паллетизацияны қамтитын төменгі ағындық процесті оңтайландыру — толық желіні синхрондауды жеңілдетеді және өндірістің тоқтап қалуын азайтады. Ақырында, прогрессивті басқару және интеллектуалды технологиялар тұрақты, дәйекті өндірісті қамтамасыз етеді, осылайша өнім сапасына нұқсан келтірместен тұрақты жылдамдықты жақсартуға мүмкіндік береді.
Қатысты жаңалықтар
- WPC экструдер өндіру мәселелеріне арналған шешім
- Yongte WPC машинасында қандай материалды қолдануға болады?
- Тоқыма қалдықтарын қайта өңдеу өндірісі сәтті сынақтан өтті
- Ішкі WPC және сыртқы WPC салыстыру
- Киім қалдықтарын қайта өңдеу және қайта кәдеге жарату жобасының жабдықтарын қабылдау туралы сынақ хабарламасы
- Йонгте цемент қапшықтарын қайта өңдеу шешімі: қалдықтарды жоғары сапалы пластик қоршауларға айналдырыңыз
Маған хабарлама қалдырыңыз











