

Төрт қуысты пластик профильді экструзия желісінің теңгерімсіз экструзия жылдамдығын шешуге арналған техникалық шешім
Төрт қуысты пластик профильді экструзия желісінің теңгерімсіз экструзия жылдамдығын шешуге арналған техникалық шешім
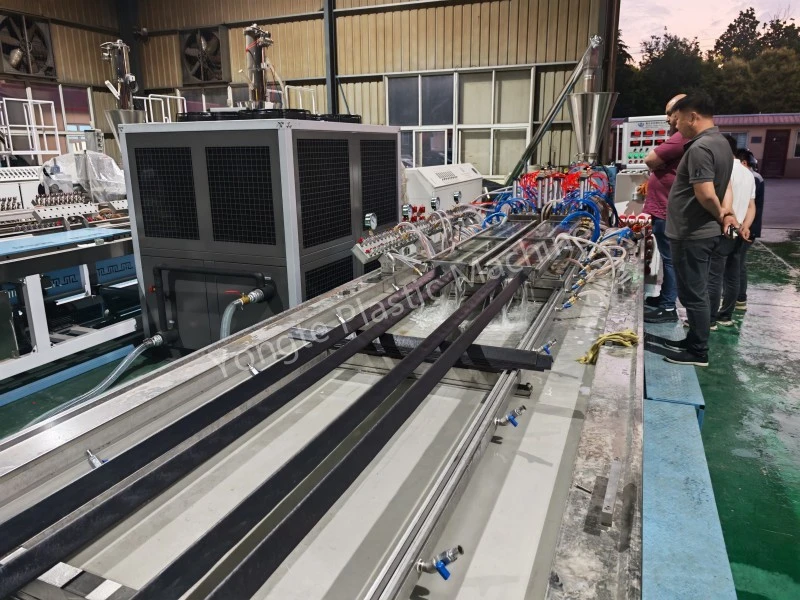
Төрт қуысты пластикалық профильді экструзияны өндіру процесінде төрт қуыстар арасындағы теңгерімсіз экструзия жылдамдығы жалпы техникалық мәселе болып табылады. Бұл мәселе өнімнің өлшемдік дәлдігіне, қабырға қалыңдығының біркелкі болмауына, ақаулы профильдерге және өнім шығымының төмендеуіне тікелей себеп болады, бұл жаппай өндірістің тұрақтылығы мен тиімділігін айтарлықтай шектейді. Клиенттердің нақты өндірістік материалдары мен өнім сипаттамаларына сүйене отырып, Yongte инженерлік командасы жоғары дәлдікте, тұрақты және синхронды өндірісті жүзеге асыра отырып, төрт қуысты профильдердің жұмыс жылдамдығының сәйкессіздігі мәселесін түбегейлі шешу үшін мақсатты кәсіби оңтайландырылған матрицаны және қолдау жүйесін жобалау схемасын әзірледі.
1. Техникалық мәселелердің негізі
Дәстүрлі біріктірілген төрт қуысты экструзия қалыптары жылыту мен ағынды басқарудың интегралды құрылымын қабылдайды. Балқыма ағынының біркелкі емес таралуы, штамптың жергілікті аймақтарының температуралық ауытқуы және өңдеуді құрастыру қателері сияқты факторлардың әсерінен төрт қуыстың экструзия жылдамдығы үздіксіз өндіріс кезінде сәйкессіздікке бейім. Қуыстар арасындағы жылдамдық ауытқуы профильді қалыптастыру жылдамдығы мен салқындату шөгуінің айырмашылығына әкеледі, нәтижесінде деформация, деформация, төзімділік шегінен тыс өлшем және дайын өнімнің біркелкі емес бетінің тегістігі сияқты партия сапасының ақаулары пайда болады, бұл пластикалық профильдерді өндірудің жоғары стандартты талаптарына жауап бермейді.
2. Кәсіби оңтайландырылған дизайн схемасы
Тапсырыс берушінің шикізат сипаттамаларымен, өнім құрылымының параметрлерімен және өндіріс орнындағы өндіріс жағдайларымен үйлестіре отырып, Yongte инженерлері төмендегідей егжей-тегжейлі техникалық шешімдермен қалып құрылымына, ағынды бақылауға, тартқышты кесуге және қосалқы тасымалдау жүйесіне арналған мақсатты дизайнды орындады:
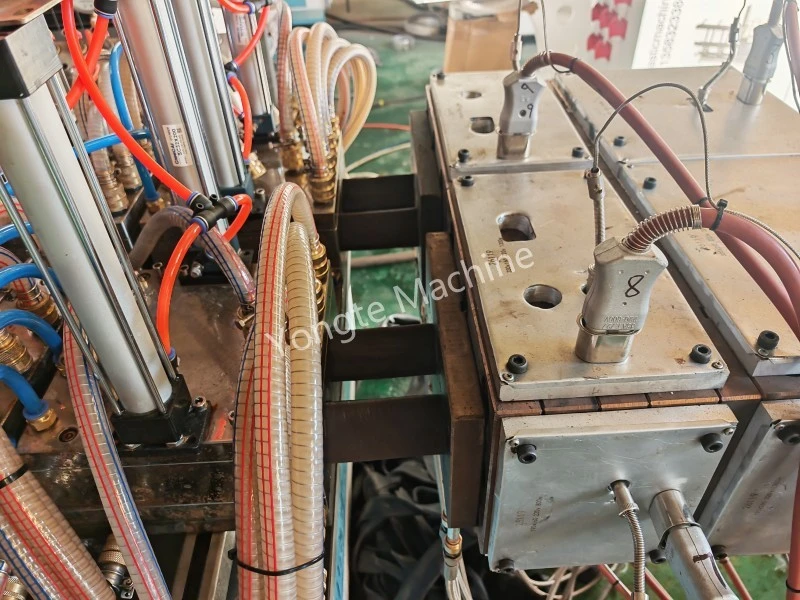
2.1 Температураны тәуелсіз бақылаумен қосарланған корпус құрылымы
Түпнұсқа интегралды төрт қуысты штамптың корпусы a дейін оңтайландырылғанқос тәуелсіз шанақ құрылымы, екі экструзиялық қуыстармен жабдықталған әрбір қалып корпусымен. Қалыптардың екі жиынтығы құрылымдық дизайнда және температураны бақылау жүйесінде толығымен тәуелсіз. Әрбір қалыптар корпусы жеке температураны дәл реттеуді және тұрақты температураны бақылауды жүзеге асыра алатын тәуелсіз қыздыру модулімен және температураны басқару блогымен конфигурацияланған. Бұл дизайн интегралды қалып температурасының ауытқуынан туындаған балқыманың ағындылығының сәйкессіздігі мәселесін тиімді шешеді, көзден әрбір қуыстың пластикалық балқу күйін тұрақтандырады және әртүрлі қалыптар денелері арасындағы жылдамдық айырмашылығының негізгі себебін жояды.

2.2 Бір қалыптағы корпусқа арналған ағынды тәуелсіз реттеу механизмі
Әрбір тәуелсіз қалып корпусы ағынды реттейтін арнайы гайка құрылғысымен жабдықталған. Кішігірім ағын айырмашылықтары мен құрастыру қателерінен туындаған бірдей бір қалыптағы корпустың ішіндегі екі қуыстың жылдамдық ауытқуы үшін ағынды реттейтін гайка арқылы желіде дәл реттеуді жүзеге асыруға болады. Бір қуыстың балқыма беру ағынын дәл реттеу арқылы бір қалыптағы корпустағы екі қуыстың экструзия жылдамдығын толығымен синхронды ұстауға болады, қуыс жылдамдығының микродеңгейінде калибрлеуді жүзеге асырады және экструзия шығысының біркелкілігін және сол топтағы әрбір қуыстың қалыптасу жылдамдығын қамтамасыз етеді.
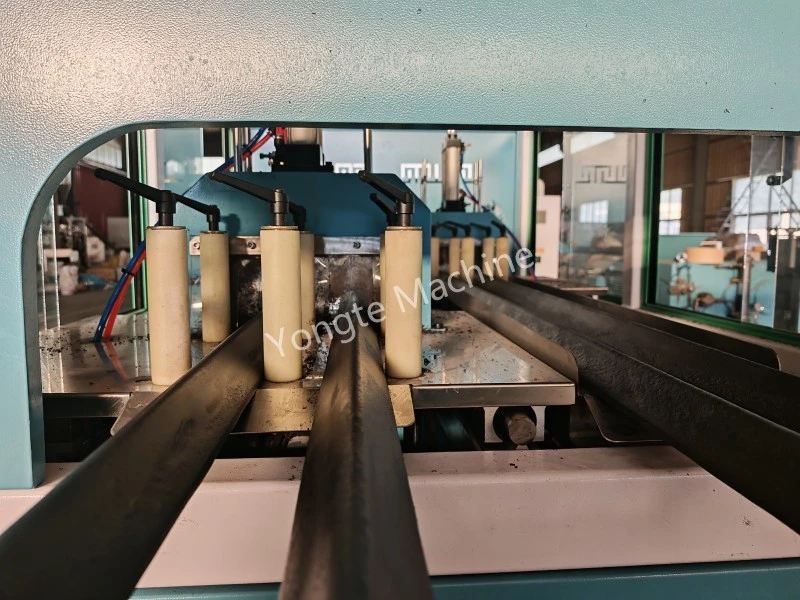
2.3 Тартымды жылдамдықты басқарудың қос тәуелсіз жүйесі
Тәуелсіз тартқыш жүйелердің қосарлы жиынтығы қос маталар корпусына және қос топтық қуыстың орналасуына сәйкес конфигурацияланған. Төрт қуысты бір уақытта жүргізетін дәстүрлі жалғыз тартым режимінен айырмашылығы, тартқыш жабдықтың екі жинағы жеке жылдамдықты басқару бағдарламаларымен дербес жұмыс істейді. Жүйе екі қуысты профильдердің екі тобының тартқыш жылдамдығын екі қалыптар корпусының нақты экструзия жылдамдығына сәйкес дербес реттей алады, экструзия жылдамдығы мен тарту жылдамдығының динамикалық сәйкестігін жүзеге асырады, асинхронды тартымнан туындаған профильдің созылуын, шөгуін және өлшемдік ауытқуын болдырмайды және одан әрі төрт кавтың жалпы жылдамдығының консистенциясын қамтамасыз етеді.

2.4 Тұрақты ұзындықты тәуелсіз кесу жүйесі
Қос топтық экструзия және тарту құрылымына сәйкес, бөлек бекітілген ұзындықтағы кесу операциясы үшін тәуелсіз кесу жүйесінің екі жиынтығы жабдықталған. Әрбір кесу жүйесі профильдердің сәйкес тобының жүгіру жылдамдығы мен беру жүрісін дербес қадағалайды және сәйкестендіреді. Кесуді тәуелсіз басқару режимі шамалы жылдамдық айырмашылығы бар профильдерді біртұтас кесу нәтижесінде туындаған кесу қатесін және ұзындық сәйкессіздігін жояды, әрбір қуыс профилінің бекітілген ұзындықтағы кесу дәлдігін қамтамасыз етеді және өнімнің біліктілік деңгейін жақсартады.
2.5 Автоматты тасымалдау және жинақтау жүйесі
Қос кесу жүйелеріне дәл сәйкес келетін тәуелсіз тасымалдау және жинақтау тіректерінің екі жинағы конфигурацияланған. Кесу жабдығымен бекітілген ұзындықты кесуді аяқтағаннан кейін тасымалдау және жинақтау жабдықтары профильдердің сәйкес тобының материалды қабылдау, тасымалдау және жинақтау жұмыстарын автоматты түрде аяқтайды. Тасымалдау жүйесінің синхронды және тәуелсіз жұмысы әртүрлі қуыс профильдерінің асинхронды жылдамдығынан туындаған материалдың жиналуын, экструзияны және тасымалдаудың шатасуын болдырмайды, бүкіл өндірістік желінің үздіксіз және үздіксіз жұмысын қамтамасыз етеді, автоматтандырылған және реттелген өндірісті жүзеге асырады.

3. Техникалық артықшылықтар және өндірістік әсерлер
Жоғарыда келтірілген жүйелік дизайн арқылы пластикалық профильді өндіруде төрт қуысты экструзия жылдамдығының сәйкес келмеуі мәселесі толығымен шешілді. Қос өлшенген тәуелсіз температураны реттеу + бір топтық ағынды дәл реттеу + қос тәуелсіз тарту және кесу жүйесі толық байланыс жылдамдығын калибрлеу және синхронды басқару жүйесін құрайды. Сұлбаның келесі маңызды артықшылықтары бар: біріншіден, ол балқыма ағыны мен температурасын көзден басқаруды жүзеге асырады және экструзияның бастапқы жылдамдық айырмашылығын жояды; екіншіден, төрт қуыстың ұзақ мерзімді синхронды жұмысын қамтамасыз ету үшін өндіріс процесінде жылдамдықты динамикалық дәл реттеуді жүзеге асырады; үшіншіден, сәйкес келетін автоматтандырылған қосалқы жүйе өндірістің тұрақтылығын және дайын өнімнің консистенциясын жақсартады.
Өндіріс орнында тексерілгеннен кейін бұл оңтайландырылған дизайн төрт қуысты профильдердің өлшемдік төзімділігін және қалыптасу ақауларының жылдамдығын тиімді төмендетеді, жалпы өндіріс тұрақтылығын және экструзия желісінің өндірістік тиімділігін жақсартады және әртүрлі пластикалық профильдердің ұзақ мерзімді және жоғары көлемді стандартталған өндірісі үшін жарамды.

Қатысты жаңалықтар
- Сәтті іске қосылғаннан кейін Иорданияға 4 қуысты пластикалық профильді өндіру желісі жеткізіледі
- Ағаш-пластикалық композициялық есік беттерінің сарғаюына, жолақтарына және сынғыштығына арналған кәсіби шешімдер
- 4 қуысты қайта өңделген пластик профильді экструзия машинасы 8 метр/минутқа жоғары жылдамдыққа жетеді
- WPC экструдер өндіру мәселелеріне арналған шешім
- Yongte WPC машинасында қандай материалды қолдануға болады?
- Тоқыма қалдықтарын қайта өңдеу өндірісі сәтті сынақтан өтті
Маған хабарлама қалдырыңыз











