

Неліктен WPC есік жақтауының өндірістік желісіндегі көбік сәтсіз болды?
WPC есік жақтауын өндіруде көбіктенбеу мәселесін шешуге арналған шешімдер
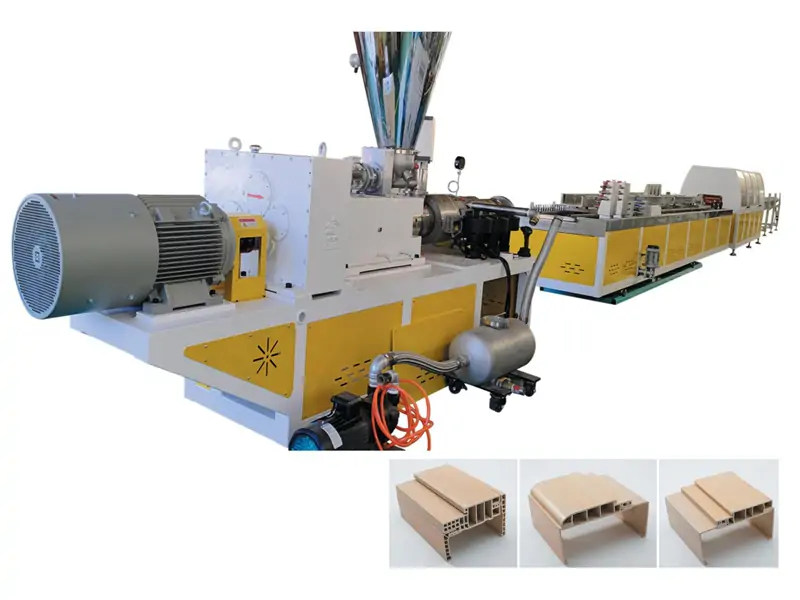
ЙонгтеWPC есік жақтауын шығаратын машинаПВХ-ағаш композиттік материалдан көбік жасау технологиясы арқылы жоғары сапалы есік жақтауларын жасайды. Бұл заманауи жабдық ПВХ матрицасы мен ағаш талшықтарының үйлесімін жақсарту үшін дәл температураны басқару модульдері мен арнайы бұрандалы қондырғыларды біріктіреді. Сонымен қатар, оның көбіктендіргіш жүйесі ұяшықтардың біркелкі таралуына кепілдік береді, бұл дайын есік жақтауларының құрылымдық беріктігін де, жылу оқшаулау сипаттамаларын да жақсартады.
Дегенмен, көптеген операторлар өндіріс кезінде көбік түзу кезінде қиындықтарға тап болады, нәтижесінде өнімнің шамадан тыс салмағы және соның салдарынан өндіріс шығындарының жоғарылауы – нарықтан шығуға әкелетін факторлар. Өнеркәсіптің көп жылдық тәжірибесіне сүйене отырып, Yongte инженерлері көбік түзу мәселесін шешу үшін келесі шешімдерді құрастырып, талдады. Төменде сипатталған себептер ағаш-пластикалық есік жақтауларының экструзия кезінде неге көбіктенбейтінін түсіндіреді және өзін-өзі тексеруге арналған қадамдарды сипаттайды.
I. Дайындау және шикізат мәселелері (Ең таралған)
1. Көбік түзеткіш ақаулы немесе жеткіліксіз
· Құбылыс: зең шығару кезінде кеңею болмайды; өте жоғары тығыздық; қатты құрылым.
Көбік түзетін агенттердің себептері және шешімдері
|
Себептер |
Шешім |
|
Көбік түзетін заттың жеткіліксіз мөлшері (AC/NC/OBSH) (қалыпты диапазон: 100 кг ПВХ үшін 0,8–1,5 кг) |
Көбіктендіргіштің мөлшерін партияға 0,2-0,3 кг-ға көбейтіңіз; біртіндеп 100 кг ПВХ үшін 1,0–1,2 кг дейін реттеңіз.
|
|
Көбік түзетін агент гигроскопиялықты, түйіршіктеуді, жарамдылық мерзімін немесе ыдырау тиімділігінің күрт төмендеуін көрсетеді. |
Көбік түзетін агенттің жаңа партиясымен ауыстырыңыз және оны құрғақ ортада сақтаңыз. |
|
Активаторлардың болмауы (мысалы, ZnO немесе ZnSt) ыдырау температурасының шамадан тыс жоғары болуына және толық емес ыдырауға әкеледі. |
Ыдырау температурасын төмендету үшін активатор ретінде 0,1–0,3 кг ZnO қосыңыз. |
2. Теңгерімсіз көбік түзгіші (мысалы, ACR немесе көбік түзгіші)
· Құбылыс: Не көбік пайда болмайды, не көбіктену жасуша құрылымының өрескелдігін немесе жасушаның ыдырауын тудырады.
Көбік түзеткіш пен ерітіндіні қолдану
|
Көбік түзетін реттегіш |
Проблемалық презентация |
Шешім |
|
Дозаның жеткіліксіздігі
|
Төмен балқу беріктігі → Газдарды ұстамау → Көбіктің немесе көпіршікті жарудың болмауы |
1. Стандартты доза: 5–8 кг (ACR530) 2. Егер көбік пайда болмаса: балқыма күшін арттыру үшін модификатордың 0,5–1 бөлігін қосыңыз. 3. Егер көбік түзілмесе: балқыма тұтқырлығын төмендету үшін модификатордың дозасын 0,3–0,5 кг-ға азайтыңыз. |
|
Артық дозалану |
Шамадан тыс балқыма тұтқырлығы → Көпіршікті кеңейту шектелген → Көпіршіксіз жоғары тығыздық |
1. Стандартты доза: 5–8 кг (ACR530) 2. Егер көбік пайда болмаса: балқыма күшін арттыру үшін модификатордың 0,5–1 бөлігін қосыңыз. 3. Егер көбік түзілмесе: балқыма тұтқырлығын төмендету үшін модификатордың дозасын 0,3–0,5 кг-ға азайтыңыз. |
о
3. Майлау жүйесі теңгерімсіз (ішкі/сыртқы сырғанау арақатынасы дұрыс емес)
· Құбылыс: Жылдам немесе баяу пластиктену; көгергеннен кейін кеңейтілмеуі; қараңғы бет.
Майлау мәселелері және көбік түзу процесіндегі шешімдер
|
Мәселе |
Себеп |
Әсер |
Шешім |
|
Шамадан тыс ішкі сырғу |
Жылдам пластиктену және мерзімінен бұрын көбіктену |
Қалыптағы қысымды босату; қалыптау кезінде көбік пайда болмайды |
Ішкі сырғуды азайтып, сыртқы сырғуды арттырыңыз |
|
Шамадан тыс сыртқы сырғу |
Балқыманың тұтқырлығы төмен және газды нашар ұстайды |
Көбіктенбеу |
Әдеттегі майлаушы қатынасы: ішкі сырғыма (стеарин қышқылы) 0,5–0,9 кг; сыртқы сырғыма (PE балауызы немесе OPE) 0,3–0,8 кг |
|
Майлаудың жеткіліксіздігі |
Нашар пластиктену, жоғары айналу моменті, температураның біркелкі таралуы |
Көбік түзу агентінің толық ыдырауы |
Ішкі сырғуды арттырыңыз және сыртқы сырғуды азайтыңыз |
о
4. Шамадан тыс толтырғыш, ағаш ұны немесе қайта өңделген материал
· Құбылыс: тым құрғақ материал; нашар балқыма ағыны; көбік түзу қиындығы.
Толтырғыш мәселесі және шешімі
|
问题 |
解决方案 |
|
Жалпы толтырғыш (ағаш ұны + кальций карбонаты) 180–220 кг-нан асатын немесе қайта өңделген материалдың қатынасы >30–50% балқыманың шамадан тыс жоғары беріктігіне және газдың нашар диффузиясына әкеледі. |
Қайта өңделген материалдың арақатынасын ≤30% дейін шектеңіз; 150–200 кг ішінде толтырғыштың жалпы мазмұнын бақылау. |
|
Кептірілмеген ағаш ұны (ылғалдылығы >2%) → жылуды сіңіруді төмендетеді, пластификацияны нашарлатады және көбік түзуге кедергі келтіреді. |
Ылғалдылығы <0,5% жету үшін ағаш ұнын 80–120°C температурада 2–4 сағат кептіріңіз. |
о
5. Термиялық тұрақтандырғыштың жеткіліксіз немесе сапасыз болуы
· Құбылыс: жергілікті қызып кету, сарғаю, көбік түзетін агенттің мерзімінен бұрын ыдырауы және зең шыққанда көбіктенбеу.
· Шешімдер:
o • Жоғары температура тұрақтылығын қамтамасыз ету үшін 4,5–6 кг салмақта қорғасын тұзын немесе кальций-мырыш тұрақтандырғышын пайдаланыңыз.
• Мерзімінен бұрын ыдырау мен майлау теңгерімсіздігін болдырмау үшін тұрақтандыру жүйесін қайта құруды қарастырыңыз.
II. Экструзия процесінің параметрлері (температура / қысым / бұранда жылдамдығы)
1. Дұрыс емес температура профилі (негізгі процестің себебі)
· Көбіктенбейтін әдеттегі температура мәселелері:
Температура мәселесі және нәтиже
|
Температура мәселесі |
Әсер ету |
Нәтиже |
|
Бөшке температурасы тым төмен |
көбік түзетін агент ыдырамайды |
көбік пайда болмайды |
|
Тым жоғары фронт - аймақ температурасы |
мерзімінен бұрын көбіктену |
ішкі қысымның жоғалуы; бөлшектеу кезінде кеңейту болмайды |
|
Зең қуысының температурасы жеткіліксіз |
тым қатты балқыма |
көпіршіктер кеңейе алмайды |
· Ұсынылатын температура профилі (конустық қос бұрандалы экструдер):
o • Берілу аймағы: 140–155°C (ерте көбіктенуді болдырмау үшін).
o • Балқу/сығымдау аймағы: 160–175°C (көбік түзетін агенттің ыдырау терезесі).
o • Бөшкенің құйрығы/фланец аймағы: 165–178°C.
· • Қалып/ауыз штампы: 160–172°C (бөшке температурасынан 5–10°C төмен).
Әрбір аймақ үшін ұсынылатын температура
|
Аймақтар |
Температура ұсынысы(бірлік:°C) |
Ескерту |
|
Тамақ аймағы |
140–155 |
мерзімінен бұрын көбік пайда болуына жол бермеу үшін |
|
Балқу/сығымдау аймағы |
160–175 |
көбік түзетін агенттің ыдырау терезесі |
|
Бөшкенің құйрығы/фланец аймағы |
165–178 |
- |
|
Өлу/ауыз өлу |
160–172 |
Баррель температурасынан 5–10°C төмен |
· Реттеу процедурасы:
1. • Алдымен, температураны 5–10°C-қа көтеріп, көбік пайда болғанын бақылаңыз.
2. • Егер әлі көбіктенбесе: балқу аймағының температурасын 5–8°C арттырыңыз.
3. • Егер мерзімінен бұрын көбік пайда болса: беру аймағының температурасын 5–10°C төмендетіңіз.
2. Бұрандалар жылдамдығы – беру сәйкессіздігі
Бұранданың жылдамдығы мәселесі және шешімі
|
Бұранданың жылдамдығы мәселесі |
Проблеманың көрінісі |
Шешім |
|
Бұранданың жеткіліксіз жылдамдығы |
Нашар пластиктену және ұзақ тұру уақыты → ерте көбіктену немесе газдың еруі |
Қалыпты жұмыс диапазоны: 18-28 айн/мин; көбіктенбейтін жағдайлар үшін ығысу және пластмассалау жұмысын жақсарту үшін жылдамдықты 3-5 айн/мин арттырыңыз. |
|
Бұранданың жылдамдығы тым жоғары. |
Жылдам қызып кету және тез пластиктену → мерзімінен бұрын көбіктену |
Қалыпты жұмыс диапазоны: 18-28 айн/мин; мерзімінен бұрын көбіктену үшін пластиктенуді кешіктіру үшін жылдамдықты 3-5 айн/мин азайтыңыз. |
|
Беру жылдамдығы мен экструзия жылдамдығы сәйкес келмеді
|
Қысымның тұрақсыздығы
|
Қалыпты жұмыс диапазоны: 18-28 айн/мин |
о
3. Қалып ішіндегі қысымның жеткіліксіздігі
· Құбылыс: зең шығару кезінде кеңею болмайды; жоғары тығыздық.
· Себептері:
o • Шамадан тыс саңылау; қысу коэффициентінің жеткіліксіздігі; қысымды мерзімінен бұрын босату.
· Шешімдер:
o • Қалып аралығын тиісті түрде азайтып, бас қысымын арттырыңыз.
• Вакуум жүйесінің ағып кетуін немесе шамадан тыс эвакуациялануын тексеріңіз.
III. Жабдық және матрица мәселелері
Машина мәселесі және шешімі
|
Машина мәселесі |
Мәселе сипаттамасы |
Шешім |
|
Экструдер бұрандасының тозуы |
Қысу коэффициентінің төмендеуі, нашар пластификация, төмен қысым |
бұранданы ауыстырыңыз немесе жөндеңіз |
|
Температураны дұрыс реттемеу |
Нақты температура көрсетілген мәннен >10°C ауытқиды |
терможұптарды қайта калибрлеу |
|
Қалып жүгіргішінің дизайны |
Өлі аймақтар, материалдың жиналуы немесе температураның біркелкі таралуы |
жылтыратыңыз, тазалаңыз және/немесе қыздыру жолақтарын қосыңыз |
|
Шығару/вакуум жүйесі |
Шамадан тыс сору → көбік түзетін газды жою |
вакуумдық қысымды төмендетіңіз |
IV. Ақаулықтарды жылдам жою қадамдары (басымдық ретімен)
1. Материалдық жолақты талдау:
o • Зең шығарылғаннан кейін кеңеюдің толық болмауы → көпірткіштің жеткіліксіздігі, ыдырамаған көбіктендіргіш немесе тым төмен температура.
o • Қалыптың ішінде көпіршіктердің пайда болуы, бірақ құйылғаннан кейін кеңею жоқ → мерзімінен бұрын көбіктену (алдыңғы аймақтың шамадан тыс қызуы немесе шамадан тыс ішкі сырғу).
2. Рецепт бойынша тексеру:
o • Көбік түзетін агент + активатордың дозасы жеткілікті ме?
o • Көбік түзетін реттегіштің мөлшері 5–8 кг шамасында ма?
o • Ішкі сырғанау шамадан тыс па?
o • Қайта өңделген материал немесе толтырғыш мөлшері шамадан тыс көп пе?
3. Бір параметрді реттеу (бір уақытта тек бір параметрді өзгерту):
o 1-қадам: балқу аймағының температурасын +5–10°C жоғарылатыңыз; байқау.
o 2-қадам: көбік түзетін реттегішті +0,5 кг-ға арттырыңыз.
o 3-қадам: Ішкі сырғуды –0,2 кг-ға азайтыңыз және сыртқы сырғуды +0,2 кг-ға арттырыңыз.
o 4-қадам: бұранда жылдамдығын +3–5 айн/мин арттырыңыз.
4. Тестілеу және тексеру:
o • Әрбір реттеуден кейін сынама алу алдында экструзияны 10–15 минут тұрақтаңыз.
• Тығыздығын, жасуша құрылымын (кеуектердің біркелкілігі) және бетінің масштабталуын бағалау.
· Ағаш пластикалық есік жақтауларына арналған ұсынылатын формула (100 кг ПВХ үшін):
o • Көбік түзетін агент (AC): 1,0–1,2 кг + ZnO: 0,2 кг
o • Көбік түзетін реттегіш: 6–7 кг
o • Ішкі майлаушы (стеарин қышқылы): 0,6–0,8 кг
o • Сыртқы майлаушы (PE балауызы): 0,4–0,6 кг
o • Толтырғыш (құрғақ негізде): 60–80 кг
o • Қайта өңделген материал: ≤30%
Қатысты жаңалықтар
- 4 қуысты қайта өңделген пластик профильді экструзия машинасы 8 метр/минутқа жоғары жылдамдыққа жетеді
- WPC экструдер өндіру мәселелеріне арналған шешім
- Yongte WPC машинасында қандай материалды қолдануға болады?
- Тоқыма қалдықтарын қайта өңдеу өндірісі сәтті сынақтан өтті
- Ішкі WPC және сыртқы WPC салыстыру
- Киім қалдықтарын қайта өңдеу және қайта кәдеге жарату жобасының жабдықтарын қабылдау туралы сынақ хабарламасы
Маған хабарлама қалдырыңыз











